
Taal
Product zoeken
Taal
- English
- 简体中文
- Тоҷикӣ
- O'zbek
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel

Bedrijfsnieuws
DMAIC - Faciliteren van continue kwaliteitsverbetering van bewerkte onderdelen
2025-09-19In overeenstemming met het kwaliteitsbeleid en de managementfilosofie van het bedrijf: "Stel jezelf tevreden, stel klanten tevreden, wees eerlijk en betrouwbaar en streef naar uitmuntendheid", bieden we klanten voortdurend producten met een hogere kosteneffectiviteit en een stabielere kwaliteit. Onlangs heeft zich in de bewerkingswerkplaats een fenomeen voorgedaan waarbij de belangrijkste afmetingen of geometrische toleranties van sommige belangrijke processen na bewerking instabiel zijn en niet voldoen aan de 6-Sigma-controlevereisten. Het management van het bedrijf hecht hier veel belang aan en heeft de werkplaats gepromoot om een werkgroep voor kwaliteitsverbetering op te richten. Deze taskforce bestaat uit leiders van relevante afdelingen, relevante engineers, teamleiders en eerstelijnsproductiemedewerkers. Door gebruik te maken van de DMAIC-methode van 6 - Sigma-verbetering is een uitgebreide kwaliteitsverbeteringscampagne gelanceerd. Door een reeks verbeteractiviteiten, zoals achtergrondonderzoek, gegevensverzameling, probleemsamenvatting, oorzaakanalyse en het formuleren van verbeteringsmaatregelen voor de korte en lange termijn, is het kwaliteitsverbeteringswerk volledig uitgevoerd. Deze verbeteringsactiviteit heeft het praktische vermogen van managers en medewerkers aan de basis om de 6-Sigma-verbeteringsinstrumenten op een parallelle manier te begrijpen, toe te passen en te promoten uitgebreid vergroot. Het helpt de variatie en schommelingen in de kwaliteitskenmerken van bewerkte onderdelen te verminderen, waardoor de algehele productiekwaliteit van motoren wordt verbeterd en klanten producten van betere kwaliteit worden aangeboden.
Het DMAIC-verbeteringsproces omvat vijf fasen: definiëren, meten, analyseren, verbeteren en controleren. Deze vijf fasen vormen een volledige proceskwaliteitsverbeteringsmethode, en elke fase bestaat uit verschillende werkstappen. Het volgende is een korte beschrijving van de verbetering van het probleem dat de coaxialiteit van de voorste en achterste lagerkamers en de slingering van het eindvlak van het samenstel instabiel zijn na de assemblage van de dubbel ondersteunde machinebasis en het lagerkamersamenstel:
01 Definieer
De relevante leden van het team hielden een speciale kwaliteitsverbeteringsbijeenkomst en gebruikten brainstormsessies om de verbeterdoelen van het team te definiëren:
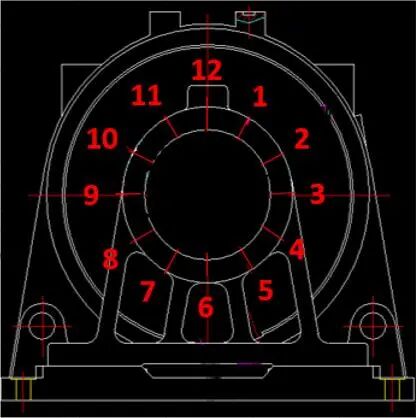
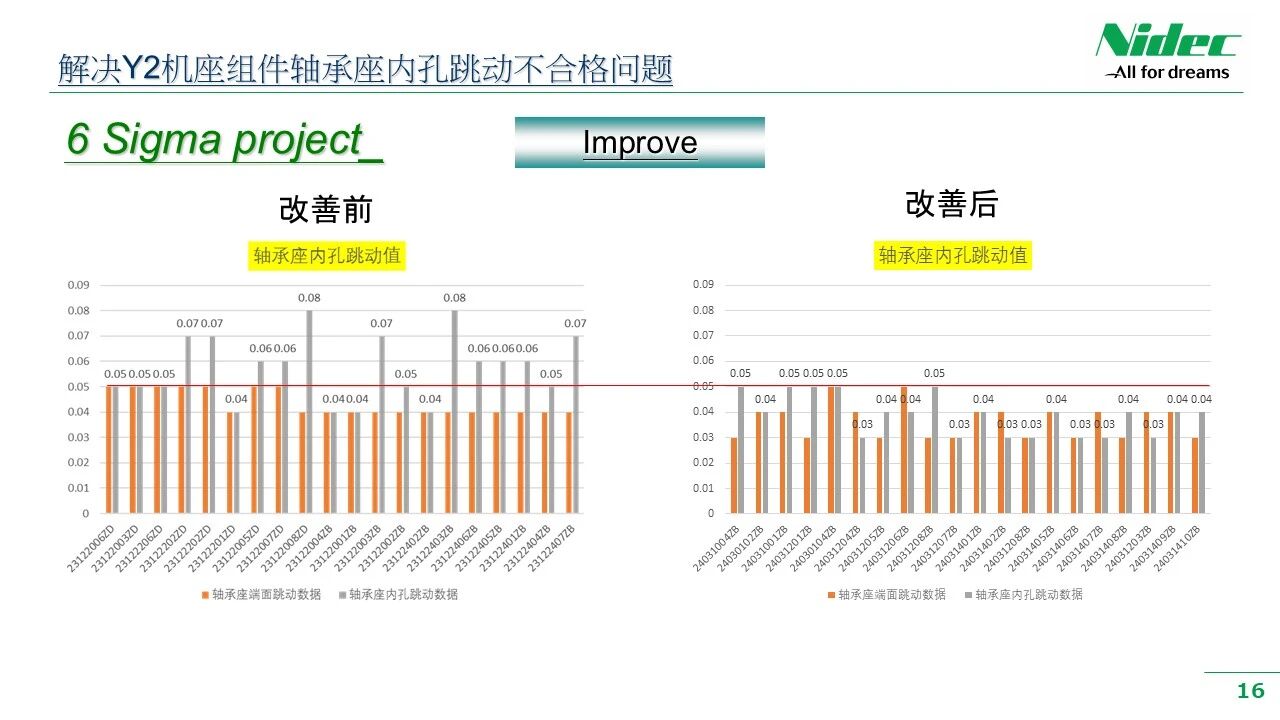
• a) Probleem: De coaxialiteit van het fijn bewerkte binnengat van de lagerzitting van de dubbel ondersteunde machinebasis is instabiel. Na montage zal de slingering van de lagerkamer van de gehele machinebasis de tolerantie overschrijden, wat niet voldoet aan de tekeningvereisten.
• b) Verbeteringsdoel: het defectpercentage is minder dan 200 ppm en de slingering van de lagerkamer is minder dan 0,05 mm.

02 Meten
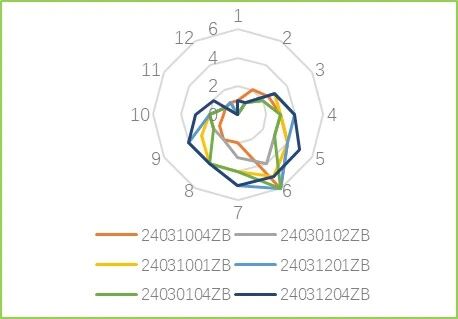
Het verbeterteam ontwierp een tabel met kwaliteitsparameters die verband houden met het bewerkingsproces. Volgens deze tabel verzamelden de operators van de overeenkomstige processen gegevens, waaronder proces- en procesdecompositie, snijparameterinstellingen, belangrijke parameterinstellingen van gereedschappen en opspanningen, positionerings- en klemkrachtinstellingen en andere gerelateerde parameters. Nadat de gegevensverzameling is voltooid, wordt met behulp van een radarkaart een objectieve evaluatie gemaakt van de effectiviteit van het huidige meetsysteem.
• A. Evaluatieparameters definiëren
Gebruik bij het brainstormen het oorzaak-en-gevolg-visgraatdiagram, som de mogelijke oorzaak-beïnvloedende factoren op in 5M2E (mens, machine, materiaal, methode, meting, omgeving, energie) en verzamel brongegevens in de vorm van een lijst. Bijvoorbeeld de correlatie tussen klemkracht en vervorming, de correlatie tussen de snelheid van de werktuigmachine en de snijparameterinstellingen, en de nauwkeurigheidsparameters van de werktuigmachine.
• B. Verzamel gegevens
Nadat u de belangrijkste kwaliteitskenmerken en de belangrijkste procesuitgangsvariabelen hebt bevestigd, ontdekt u de belangrijkste procesinvoervariabelen. De procesingenieur begeleidt de medewerkers bij het verzamelen van gegevens.
• C. Evalueer gemeten gegevens
Bereken op basis van de brongegevens die zijn verzameld uit de belangrijkste procesvariabelen statistische gegevens zoals het gemiddelde, de variantie en de standaarddeviatie. Teken een Pareto-diagram, X/R-controlediagram of radardiagram voor verdere analyse. Via het gegevensradardiagram kunnen we bijvoorbeeld zien dat de slingering van het binnenste gat van de lagerzitting van de machinebasis wordt veroorzaakt door de vervorming van het binnenste gat van de lagerzitting. Op basis van deze conclusie kunnen we gericht de oorzaken analyseren.
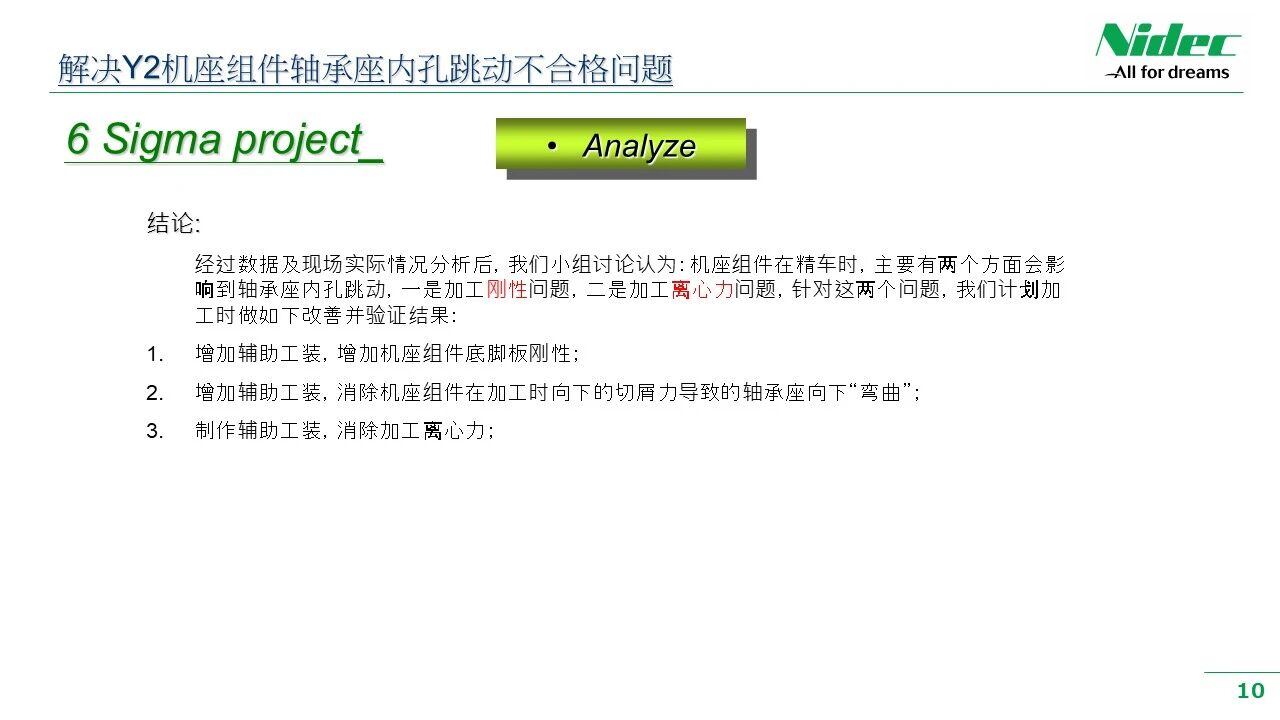
03 Analyseer
Het team maakt gebruik van analysehulpmiddelen zoals PFMEA (Process Failure Mode and Effects Analysis) en visgraatdiagrammen om diepgaande oorzaakanalyses uit te voeren op de verzamelde gegevens en de hoofdoorzaak te vinden. Dit omvat het identificeren van de distributie van gegevens, veranderingstrends, het identificeren van uitschieters, het analyseren van de relatie tussen procesvariabelen en het bepalen van de grondoorzaken van potentiële problemen. Door het verband tussen problemen en oorzaken te leggen, kan het team een diep inzicht krijgen in de aard van het probleem en een basis leggen voor het formuleren van effectieve oplossingen. Door de analyse van het radardiagram van de slingeringsgegevens van het binnenste gat van de lagerzitting kunnen we bijvoorbeeld concluderen dat de oorzaken van dit probleem de invloed van de bewerkingsstijfheid en de middelpuntvliedende kracht op de slingering omvatten. Volgens het DOE-principe (Design of Experiments) wordt een verbeterplan ontworpen om te verifiëren of de oorzaakhypothese geldig is, en vervolgens wordt de grondoorzaak gevonden.
04 Verbeteren
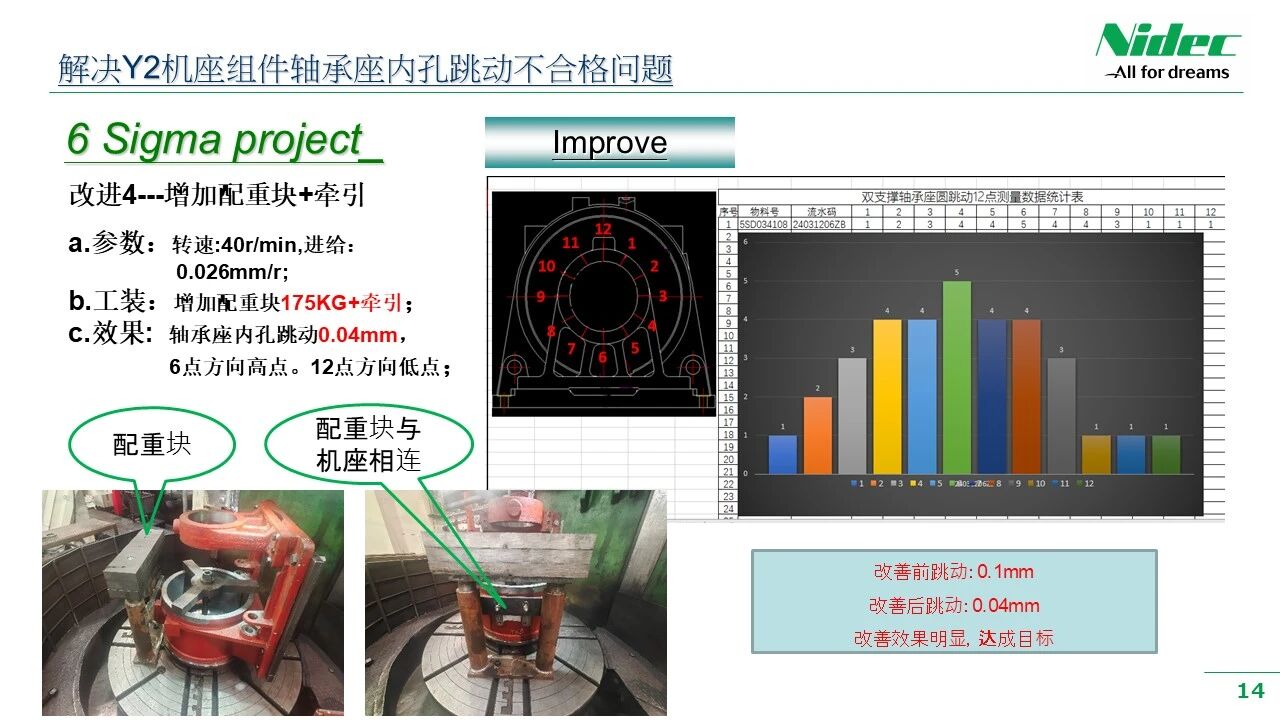
Op basis van de resultaten van analyse en verificatie stelt het team gerichte oplossingen voor en implementeert deze. Hierbij kan het gaan om procesoptimalisatie, technologische modernisering, operationele verbetering en andere aspecten. Het is belangrijk dat het team de effectiviteit van de oplossingen moet verifiëren om ervoor te zorgen dat ze in de praktijk de verwachte resultaten kunnen opleveren. Zodra de verificatie succesvol is, zal het team de procesbeschrijving en bedieningsmethoden bijwerken om ervoor te zorgen dat de nieuwe oplossingen kunnen worden gestandaardiseerd en dat de verbeteringsresultaten gedurende het gehele bewerkingsproces kunnen worden gepromoot. Bij het oplossen van het uitloopprobleem van de machinebasisconstructie uit de Y2-serie heeft ons team bijvoorbeeld gerichte oplossingen voorgesteld op basis van de resultaten die zijn geanalyseerd in de analysefase. Deze oplossingen omvatten het toevoegen van steunpunten op de hangende positie van de lagerzitting, het toevoegen van stalen platen aan de voeten van de machinebasis om de stijfheid te vergroten, en het toevoegen van contragewichten tegenover de voeten van de machinebasis. Vervolgens werden één voor één proefverwerkingsverificaties uitgevoerd om te bevestigen dat de verwerkingsverificatiegegevens voldeden aan de verwachte doelstellingen van het team, en uiteindelijk werd er een effectieve oplossing gevonden.
05 Controle
De Controlefase is de laatste schakel van de DMAIC-methode en is tevens de sleutel tot het waarborgen van de duurzaamheid van de verbeterresultaten. In deze fase zal het team een controleplan formuleren en implementeren, inclusief procesmonitoring, abnormale afhandeling en continue verbetering. Door de procesprestaties regelmatig te monitoren en de regelstrategie aan te passen, kan het team ervoor zorgen dat het proces altijd in een gecontroleerde staat verkeert en voorkomt dat het probleem zich opnieuw voordoet.
Door de specifieke toepassing van de Six Sigma DMAIC-verbeteringstool in meerdere verbeterteams van de verspanende werkplaats is het bewustzijn en het praktische vermogen van alle medewerkers om deze tool continu te gebruiken om de proceskwaliteit te verbeteren verbeterd. Het heeft de innovatie- en verbeteringsvitaliteit van alle medewerkers in de werkplaats gestimuleerd, de uitgebreide en diepgaande toepassing van de DMAIC-methode in toekomstige verbeteringsprojecten bevorderd, het vermogen van alle medewerkers in de bewerkingswerkplaats om abnormale kwaliteitsproblemen te analyseren en op te lossen aanzienlijk vergroot, en medewerkers in staat gesteld het plezier te vinden van het leren, oefenen en genieten van de verbeteringsresultaten in het verbeteringsproces.
Nieuwsaanbevelingen

Ontmoeting "Ni" | Nideco-liftcomponenten maken debuut op de China International Elevator Exhibition 2026
2026-06-20
Nidec Elevator Components Guangde Co., Ltd. opent groots en maakt wereldwijde intelligente productie-upgrade voor kernliftcomponenten mogelijk
2026-06-20
Nieuwe kansen op de zijderoute: verkenning van de liftenmarkt in Kazachstan
2026-06-20
Nidec ultradunne machine-retrofitoplossing
2026-03-21
De modulaire wikkeling met enkele tanden voor de stator zet een nieuwe standaard voor hoogefficiënte productie
2026-03-02